An Atmospheric Evaporative Tank is an excellent solution for wastewater reduction and Water Evaporation. It is free of complicated machinery and chemistry, and it can actually save money by recovering valuable drag-out.
Those looking for the greatest evaporation rates at a given temperature will choose an atmospheric evaporator for its high efficiency.
Dewatering of waste solutions can save the users of evaporativetanks thousands of dollars in disposal costs. Where the need is for only 3 to 4 gallons of evaporation per hour, no added heat is required. Heat for evaporation is taken from the room.
The evaporation mechanism eliminates any small, entrapping passages. Up AND down-draft spraying at very high flow rates produces high evaporation at moderate temperatures.
Heated Tank System with Evaporator
Heated Tank Systems are constructed with Corrosion Resistant Polyethylene, Stainless Steel, or Carbon Steel. The Heated Tank Systems are installed with Electrical Heating Coils, Steam Coils, or Gas Fired Tubes. The heating modules with the help of the PLC will provide a stable temperature to ensure consistent evaporation.
Achieve 40 GPH Evaporation per Evaporator with a Heated Tank System.
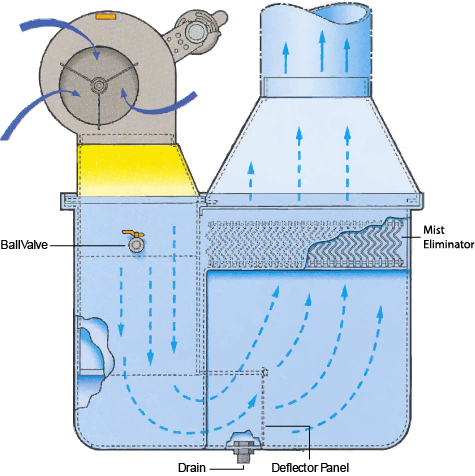
The pumped solution is circulated at a high rate from your process tank or reservoir up to the ET-III-W, and is drained back by gravity to your tank. In the evaporator, the solution is sprayed onto 700 or 1,000 square feet of evaporative panels to humidify the blower air that is forced through these panels. The humid air is then ducted to the outdoors. The humid air is then ducted to the outdoors. Heat for evaporation is taken from the solution pumped through the evaporator (about 9,000 BTU per gallon of evaporation).
A “triple-effect”, proprietary mist eliminator reduces any droplet emissions to a very low level. An optional AirScrubber™ can be installed inside the Evaporative Tank™ at any time to further reduce emissions to meet most stringent regulations.
The ET-III-w depends on a high flow rate and large solution drops suspended in the air stream for its extensive evaporative surface. The 1/2″ passages in the spray nozzles make the ET-III-W ideal for waste minimization and uses a flow rate of 20 to 25 GPM.
The chart is based on evaporating pure water at 0% relative humidity. As the impurities in the water increase, there is less water available to evaporate; your evaporation rate will decrease. As relative humidity increase, the evaporation rate of the solution at ambient temperature decreases. As solution temperature increases, the effect of relative humidity on the evaporation rate decreases. Temperature does not dictate the evaporation rate … BTU input does (9,000 BTU’s or 2.6KWH per gallon is needed to maintain solution temperature) This graph shows the maximum rates you can expect. Every application is unique, and solutions are not pure water at 0% relative humidity.
Total Recovery of Process Drag-out
For Total Recovery of Process Drag-out
Counterflow rinsing cuts your water flow to make economical evaporative recovery possible.
Rinse water and drag-out counterflow through several rinses to the process tank. The excess water is removed from the process solution by the Evaporative Tank™. Heat for evaporation is taken from the process. A level control and solenoid valve can control the water flow into Rinse 3. This level control and air-lift pump are available from Met-Chem.
An alternative heating method if evaporation rates are limited by low-temperature processes. Rinse water and drag-out are collected in the new heated tank, and the concentrated drag-out is returned to the process tank as needed. (The new tank can also concentrate process solution for added room in the process tank.)
A very high recovery percentage can be achieved with little evaporation. This Diagram illustrates the tank layout for economical, partial recovery.
Benefits of the Evaporative Tank™
Non-Contaminating
Natural Evaporation uses no resins, membranes or electrolytic plate-out cells that require high maintenance and replacement costs. Since no chemistry is added or removed, your process remains unchanged.
Low Maintenance
The Evaporative Tank™ uses only two moving parts – a pump and a low-cost blower. All molded polyethylene components for solution security, the tank thickness is approximately 1/4″ to 3/8″. Other materials used are high-temp CPVC, polypropylene, PVC and stainless steel fasteners. The Evaporative Tank™ is the first atmospheric evaporator with a lifetime no-leak warranty.
Low Cost
Totaling all costs: initial purchase, energy, maintenance – the Evaporative Tank™ is the most cost-effective in recovering 100% of the chemicals (drag-out) from your rinse water, or in reducing the volume of spent solutions and wastewater. When using natural gas for heat, the cost of evaporation is about 10¢ per gallon.